The digital image can be directly printed to the cloth or indirectly through secondary media.
Digital printing companies in the USA have started using technology with paper and gradually made an entry into the textile industry. Many people have asked over the years what it’s like and what new technologies are available. Let’s talk about more opportunities and better ideas in the textiles market.
What is the Digital Textile Printing Market?
Today, the digital textile printing market prints 15 billion meters of fabric every day. This shows the capacity and opportunities you can explore in this industry.
The majority of textiles are printed using the traditional analogical printing method, which is on rotary screen or on flatbed. You will find that almost 70-80% is printed on the same out of these fifty million meters per year.
Screen Printing is cost-effective for long runs. This is why it has been so popular. This printing is great for single-image repeats, which is a part of an image that is repeated again and again. It has also been proven to be a reliable manufacturing method for single design print in large volume.
Although there were some limitations to this style of printing, they worked well for high production with the technology and it is to be noted that we can only use a limited number of colours , also limitation in design size graphic elements on rotary screens and flat screens.
Currently only 5% percent of textiles are printed on digital machines. But this number is expected to increase from 5% to 50% in the next 5 to 10 years.
The advent of technology has allowed you to print in any length be it for sampling purpose or production and ensures faster time to market enabling the advantage print on demand on demand , thanks to the inks, the print heads and high speed digital printing machines. With digital fabric printers there are unlimited color options with creativity limit till imaginations and no concern of colour shade matching and you can resolve the color issue quickly.
There is a huge market potential and buying a digital printer will open doors to digital textile industry.
Let’s now focus on the type of inks used for textile printing. The analogical process prints 50% of all fabric using pigment inks.
Digital textile printing comes with the options of variety of inks reactive, disperse, acid according to substrate and fastness required.
Future of the Digital Textile Printing
Application
Digital printing opportunities can be seen in almost all textile sectors starting from fashion apparels, home textile , automotive textile , high performance sports apparel even in some functional textile application.
Digital Textile Printing Requirements:
The inks used in digital printing are all water-based, which is why digital printing is claimed to be the most sustainable -green technology. The majority of printing service providers use reactive ink for cotton fabric, while Polyester is printed by direct disperse or dye sublimation transfer printing. Then we have acid that is normally used for silk and wool fabric.
The last but not least, the pigment is the true innovation in terms of sustainability. It is the only ink that can be used on all substrates. The pigment can be used to print cotton, wool, polyester or any other fibre type. This ink is the only one that allows you to print mixed fabrics.
Future plans call for Sustainability- a completely green process. This means that not only will there be green inks, but also a fully green process to create a better future for textiles.
Printing Process:
1. Direct/Pigment Printing:
Direct to Print (DTP) is a digital process which involves preparing the fabric with some chemicals and then printing the fabric. The finishing step in line includes steaming, washing and curing. This is the standard direct-to-print process for fabric using digital machinery.
Let’s look at the new process: the new pigment inks. The development of pigment ink is a relatively new technology. It is easy to print the fabric with the ink, and then pass it to the fixation stage.
You can do it in one stage, with an inline fixation unit. The inks are fixed by using the method of polymerization of ink. This is because pigment inks must be polymerized 160 degrees for between 5-6 minutes depending on the machine’s speed. This is what we refer to as an integrated green solution.
An opaque printing technique that is new in digital textile printing is called pigment printing. This is a method of printing color on top of the fiber, so we apply it like paint. Other dye types will not be able to see the color so it’s opaque. Pre-treatment with a heated calendar, flatbed press or a heated calendar will give you the best results.
Untreated fabric is generally acceptable for about 10%. This fabric will retain its color better than treated fabric. You may have issues with rub fastness and washability if the fabric is not pre-treated.
2. Transfer Printing:
Transfer printing is the second, and most familiar process. Transfer printing is a completely waterless technology, the process that does not require any pre & post treatment. Only polyesters is printed using this process. This involves printing on paper, drying the printed paper with digital printing, and then offline transfer the paper to the fabric using a calendar.
3. Disperse No Wash:
Another new process we use is disperse no wash, which is another green printing solution. This process requires no preparation of the fabric. We can print the drawing and fixation online or if customers have a calendar, can do it offline. This process is very important because it doesn’t require any preparation or washing after printing. Another green process in the textiles industry.
4. Reactive no Wash:
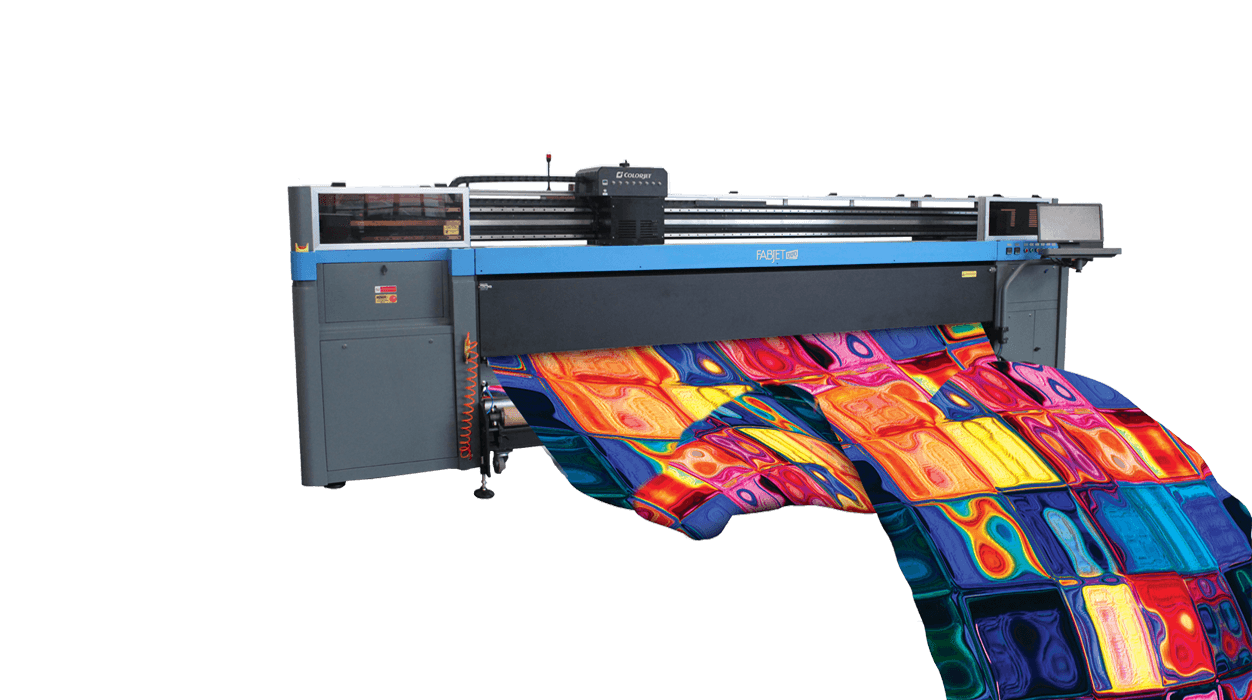
FABJET DUO, the power of two is an Indian-made direct-to-textile printing machine. It was created after realizing the market need for a printer capable of working simultaneously with different inks or fabrics. This avant-garde, 3.2 meter wide format printer offers the “Power of Two” in one machine to print home textiles or any wide fabric applications. This printer is equipped with a dual ink supply system that allows you to choose from any of the three inks: Reactive, Pigment, or Disperse. With just one switch, you can transform it into a pigment, reactive, or disperse printer. This Indian-made direct-to-textile printing machine produces brilliant results with minimal costs.
Advantage of the Fabjet DUO Digital Textile Printing
- Option of using two inks in a single machine
- Green Process
- Innovative Solutions
- Design Variety
- Cost Reduction with Fast Production
- Flexible & Reliable